Pentru sudarea prin inducție de înaltă frecvență atuburi de aluminiu, se recomandă utilizarea unui unghi în formă de V de 5°~ adică un unghi V la 50,8 mm (2 in) distanță de punctul de sudare.
Distanța dintre marginile plăcii la deschiderea de culoare este de 5,08~7,62 mm. Când unghiul în formă de V este mic, vor apărea defecte de sudură din cauza sudurii instabile. Acest defect este cauzat de o bandă metalică topită în semilună care duce la sudare. Banda metalică se adună treptat în timpul sudării, se rupe când tensiunea sa superficială devine dificil de menținut și este extrudată prin forță electromagnetică. Un defect de „sudură la rece” apare atunci când aproape tot metalul topit este stoars.


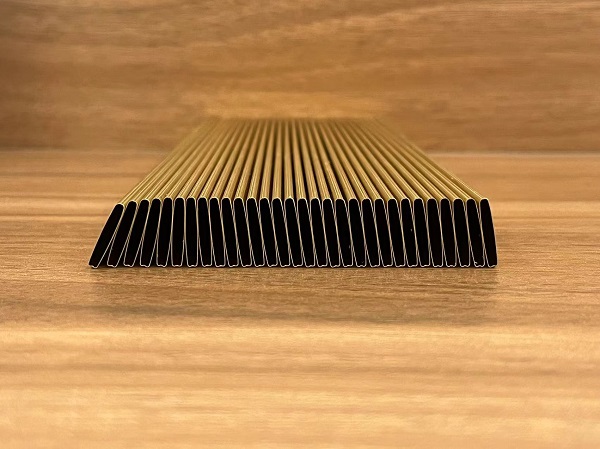
Majoritatea țevilor de aluminiu necesită pereți interiori netezi, dar din cauza diametrului mic al țevilor sudate, bavurile din sudare nu pot fi îndepărtate. Pentru a reduce tupusul cordonului de sudură
Pentru spini, utilizați în general o frecvență de sudare mai mare pentru a reduce cât mai mult posibil cantitatea de topire a benzii. În plus, ar trebui să se asigure că poziția marginii benzii după rotunjirea semifabricatului tubului este adecvată, adică marginea benzii se află într-o poziție paralelă după rotunjirea semifabricatului tubului. Dacă cele două laturi ale benzii sunt înclinate, datorită efectului de proximitate, sudura interioară a țaglei tubului va fi supraîncălzită și se va produce mai mult metal topit în sudura interioară, formând un cordon de sudură mai mare.

Inainte desudarea tuburilor de aluminiu, înțelegeți caracteristicile și tehnicile sale pentru a îmbunătăți eficiența sudurii și pentru a asigura calitatea sudurii.