Răcirea bateriei și placa de răcire cu apă a bateriei
Odată cu promovarea în profunzime a managementului termic național al vehiculelor cu energie nouă, industria vehiculelor cu energie nouă a atras din ce în ce mai multă atenție. Fiind inima vehiculelor cu energie noi, siguranța, durata de viață, autonomia și performanța bateriilor de putere au devenit, de asemenea, în centrul atenției majorității utilizatorilor. Pentru a îmbunătăți performanța bateriilor, a prelungi durata de viață de calcul CFD, a crește autonomia de rulare a vehiculelor și a preveni accidentele de siguranță ale bateriilor de putere, temperatura de funcționare a bateriei a devenit unul dintre factorii cheie.

Dintre toate soluțiile de răcire a bateriei, răcirea cu lichid a devenit metoda de răcire principală care depășește răcirea cu aer și răcirea cu schimbare de fază datorită capacității sale mari de căldură specifică și a coeficientului ridicat de transfer de căldură. Căldura generată de bateria de putere în timpul funcționării este transferată prin contactul dintre componentele electronice și suprafața dispozitivului de aluminiu în formă de placă și este în cele din urmă transportată de lichidul de răcire în canalul de curgere din interiorul plăcii dispozitivului. Acest dispozitiv din aluminiu în formă de placă este placa de răcire cu apă.
Designul și aspectul plăcii de răcire cu apă sunt, de asemenea, variate, determinate în principal de tipul de baterie și de aspectul general al sistemului de baterii. În plus, pentru a asigura uniformitatea temperaturii pachetului de baterii cu energie mare, întregul sistem de management termic adoptă practic un design de ramură multi-paralelă. Cu cât canalul de răcire este mai lung, cu atât este mai dificil să controlezi uniformitatea temperaturii.
Schimbări de proces ale plăcii de răcire cu apă a bateriei
Vehiculele electrice au evoluat de la conversia timpurie a petrolului obișnuit în energie electrică la optimizarea soluțiilor PACK de baterii sub cerința reducerii costurilor, iar traseul procesului plăcilor de răcire cu apă a suferit, de asemenea, modificări.
1. Produs de prima generatie - placa de racire cu apa din aluminiu extrudat
Materialul plăcii de răcire cu apă a profilului este un profil de aluminiu din seria 6 cu o grosime de aproximativ 2 mm. Nu este nevoie să folosiți un design de suspensie. Modulele VDA sunt stivuite direct deasupra, cu 3-4 module plasate pe fiecare bloc. Canalul de curgere a apei poate fi integrat si in partea de jos a cutiei. Toate modulele sunt stivuite pe placa de răcire cu apă, iar rezistența este evidentă.
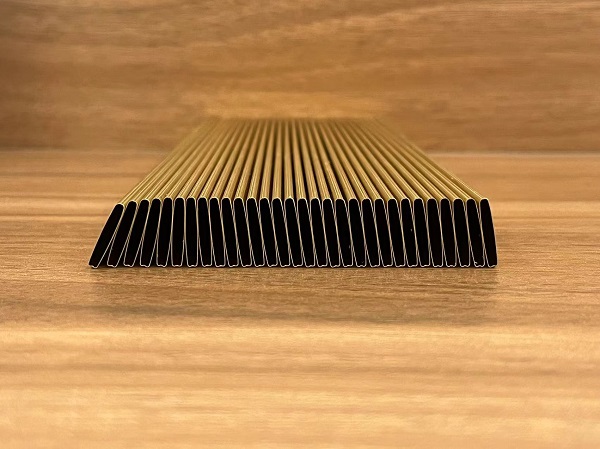
2. Performanța produsului de a doua generație - performanța plăcii mici de ștanțare și a plăcii de răcire cu apă a tubului de pian va afecta performanța bateriei de putere, care afectează direct durata de viață a bateriei vehiculelor electrice. Mai multe plăci de apă din aluminiu și plăci reci sunt mai mult de zece sau douăzeci de kilograme de lichid limitate la jocul bateriei, așa că sunt introduse direct în palatul rece. Scena. De fapt, procesul de sudare este utilizat pe scară largă în industria auto. Sunt utilizate radiatorul frontal, condensatorul și schimbătorul de căldură cu plăci al mașinii. În general, aluminiul din seria 3 este vopsit în poziția de sudare și apoi la temperatură excesiv de ridicată (aproximativ 600 ° C) cuptorul de sudură topit sudat, astfel încât procesul de lucru este relativ simplu. Utilizați același proces, dar aplicația este diferită. Placa de ștanțare trebuie mai întâi să ștampileze o piesă de design. Adâncimea alergătorului este în general de 2-3,5 mm. Sudată cu o altă tabletă cu o altă tabletă. Secțiunea transversală a canalului de curgere al tubului de armonică este similară cu forma unui tub de armonică, cu colectori la ambele capete acționând ca confluențe, astfel încât direcția de curgere internă poate fi doar dreaptă și nu poate fi proiectată în mod arbitrar ca o placă ștanțată și are anumite limitări.
3. Produse de a treia generație - integrarea și integrarea plăcilor de răcire cu lichid
Pe măsură ce densitatea de energie a unei singure celule de baterie atinge un anumit blocaj, densitatea de energie a întregului pachet poate fi crescută doar prin creșterea ratei de grupare a PACK. Pentru a înghesui mai multe baterii în pachetul de baterii, modulul devine din ce în ce mai mare și chiar și conceptul de modul este anulat, iar bateriile sunt îngrămădite direct pe cutie, care este CTP. În același timp, placa de răcire cu apă a bateriei se dezvoltă și în direcția unei plăci mari, fie integrată în cutie sau modul, fie transformată într-o placă mare ștanțată pe partea inferioară a cutiei sau care acoperă partea superioară a bateriei. celulă.
Dintre cele trei tipuri, complexitatea funcțională a plăcii de răcire lichidă tip placă ștanțată va fi mai mare, deoarece cerințele de ștanțare și sudare implicate sunt foarte solicitante. În același timp, indiferent de ce fel de proces de fabricare a plăcilor de răcire cu apă a bateriei este utilizat, sudarea este un proces foarte important. În prezent, tehnologia de procesare a sudării plăcilor de răcire cu apă este împărțită în principal în trei categorii: lipire prin difuzie sub tensiune, lipire în vid și sudare prin frecare. Plăcile de răcire cu lichid de brazare în vid au caracteristicile unei structuri de design flexibile și a unei eficiențe ridicate de sudare, astfel încât sunt utilizate pe scară largă în domeniul vehiculelor electrice.
În prezent, odată cu diversificarea treptată a structurii plăcilor de răcire cu lichid, cerințele pentru procesele de sudare sunt din ce în ce mai mari, iar sudarea se dezvoltă și în următoarele 6 direcții: 1) Îmbunătățirea eficienței energetice a sudării, creșterea productivității sudurii și reducerea sudării cheltuieli; 2) Îmbunătățirea nivelului de mecanizare și automatizare a atelierului de pregătire și îmbunătățirea stabilității calității sudurii; 3) Automatizați procesul de sudare, îmbunătățiți mediul de producție de sudare și rezolvați condițiile dure de lucru; 4) Dezvoltarea industriilor emergente continuă să promoveze progresul tehnologiei de sudare; 5) Cercetarea și dezvoltarea surselor de căldură nu pot fi ignorate; 6) Tehnologia de economisire a energiei este o preocupare comună. Pe scurt, acest lucru impune și cerințe mai mari pentru cercetarea și dezvoltarea și producția de echipamente de sudare.